



















P-55
QT-6600 Programming Manual
Note: Besides flag clear, please turn off and on
the printer.
Description Choice Program code
Using TM-J7100 as a slip printer:
Yes = 1, No = 0
Using RS-232C port for printer:
COM4 = 4, COM5 = 5, COM6 = 6 (0, 1 ~ 3, 7 ~ 9: no connection)
Baud rate of the RS-232C port for printer:
19200bps = 0, 9600bps = 1
Using printer connected to RS-232C port: No printer = 99
• TM-U88-IV = 00 • UP-360 = 03 • TM-U220 = 02
• UP-400 = 10 • TM-J7100 = 12
Significant
number
Significant
number
Significant
number
Significant
numbers
:
D
5
:
D
4
:
D
3
::
D
2
D
1
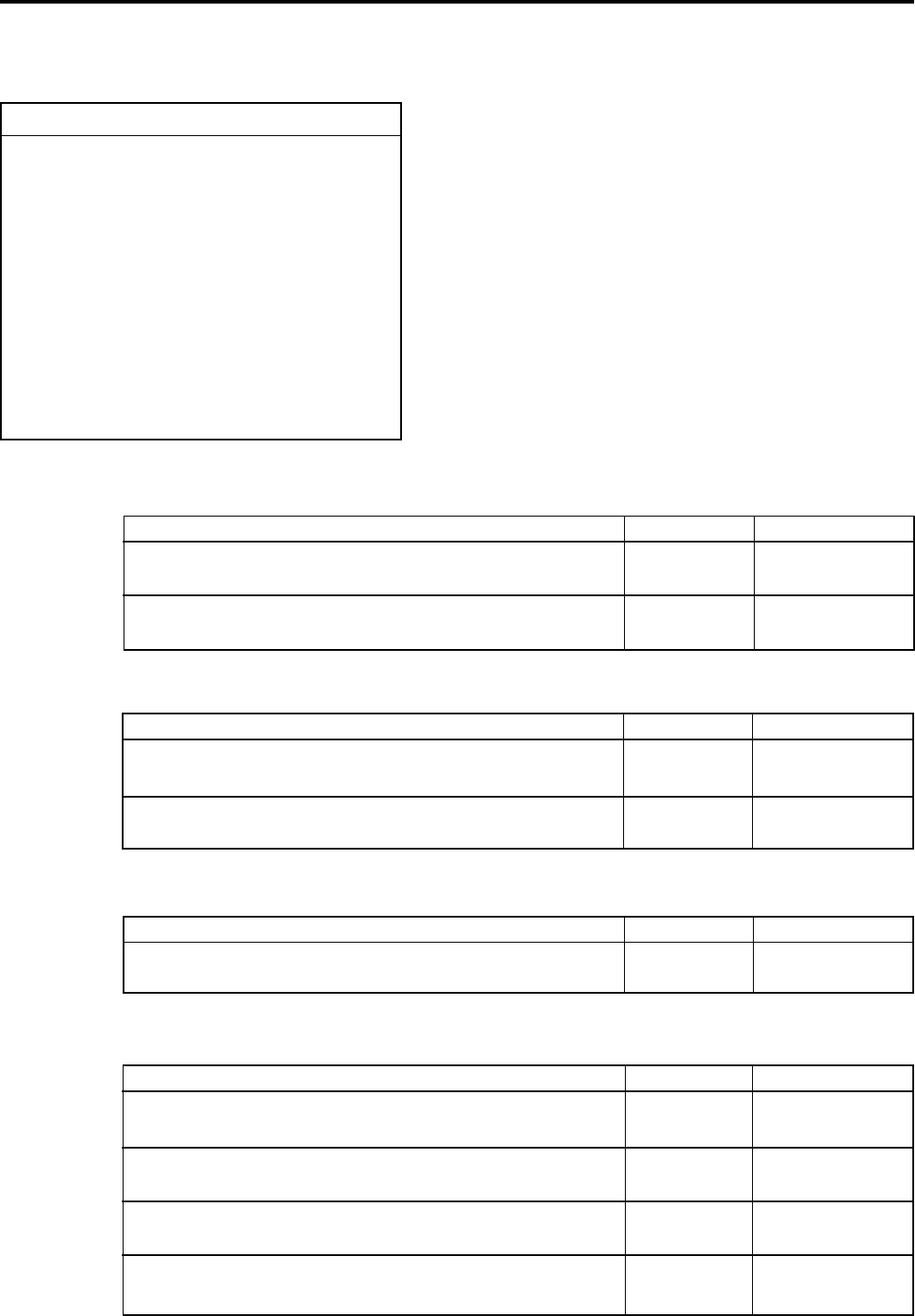
4-1-12 Programming I/O parameter
Operation: <PGM3> → 1.Machine Feature → 12.I/O Parameter
——— Parameter (refer the worksheet below)
Worksheet for I/O parameter program
First record (Inline)
Second record (Online)
Third record (not used)
Fourth record (Printer 1)
Note: Please perform the flag clear opera-
tion of the terminal after changing the
I/O parameter table.
Description Choice Program code
Online baud rate: 115200bps = 0,1 57600bps = 2,
38400bps = 3, 19200bps = 4, 9600bps = 5,
4800bps = 6, 2400bps = 7
Activation signal (trigger):
DR = 0, CI = 1
Significant
number
Significant
number
:
D
2
:
D
1
Description Choice Program code
TCP/IP port group number: Group 1 = 0/1, Group 2 = 2
(Choose Group2 if conflicting with auxiliary inline device)
Always “0”
Significant
number
Significant
number
:
D
2
;
D
1
Description Choice Program code
Always “0”
;
D
1
I/O Parameter
0001-902 000000000000000
0002-902 000000000000000
0003-902 000000000000000
0004-902 000000000000000
0005-902 000000000000000
0006-902 000000000000000
0007-902 000000000000000
0008-902 000000000000000
0009-902 000000000000000
0010-902 000000000000000
0011-902 000000000000000
0012-902 000000000000000
:
0019-902 000000000000000
0020-902 000000000000000